

網站首頁 >> 技術文檔 >> 探傷機磁化方法周向磁化中的支桿法
探傷機磁化方法周向磁化中的支桿法
定義:
磁粉探傷儀的支桿法是一種局部通電磁化方法,用于發現支桿之間區域內與支桿連線平行方向的缺陷,變動支桿通電位置,可以發現不同方向的缺陷。檢測靈敏度高,機動性強,方便靈活,不受試件形狀、尺度的限制,對于大型、復雜工件尤為適宜。
概述:
支桿法是CY-1000磁粉探傷儀、CY-2000磁粉探傷儀、CYD-3000移動式磁粉探傷儀、CYD-5000移動式磁粉探傷儀等機機型的常用檢測法。不受試件形狀、尺度的限制,對于大型、復雜工件尤為適宜。
檢測要求:
用支桿法(見圖1-1)磁化工件時,工件表面的磁場強度與磁化電流、支桿間距有關。
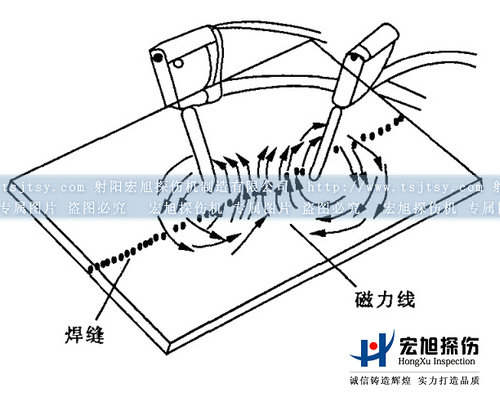
圖1-1 支桿法
磁化電流一定,支桿間距越大,工件表面磁場值就越小;支桿間距一定,工件表面磁場值隨磁化電流變化,電流值增大,磁場值也增大。在實際使用中,為了得到比較穩定的適宜檢測的表面磁場值,磁化電流、支桿間距都有一定的規定。磁化電流一般根據被檢工件板厚選擇3. 5?5A/mm(間距)westhollywoodinteriordesign.com;支桿間距以150?200mm為宜,最大不超過300mm,最小不低于75mm。間距過大,磁場值達不到規定要求,間距過小,則會使電極附近磁力過密,產生與缺陷無關的磁痕。
注意事項:
磁粉探傷儀支桿法也可適用于管、棒材等軸類工件,這時產生的磁場與直接通電法并無差異,如圖1 - 2所示是對小直徑長鋼管的檢測。
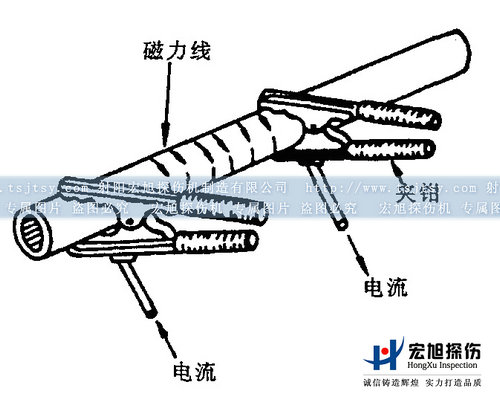
圖1-2 小直徑長鋼管棒的周向磁化
支桿法是磁粉探傷儀支桿探頭直接對工件通電磁化的,如果磁粉探傷儀的支桿電極頭部與工件接觸不好,在接觸部位會產生火花,電弧影響工件表面質量,對于拋光、電鍍表面應避免使用。為保證接觸部位良好導電,在電極端應配置鋼網或鉛墊;同時工件通電部位應清除掉影響導電的氧化皮、油脂等臟物,避免因導電面積太小而燒傷工件。此外,還應注意,支桿接觸和離開工件時,都應在磁粉探傷儀斷電狀態下進行,否則將產生電弧和火花。
專業的射陽磁粉探傷機生產廠家就找射陽宏旭探傷機制造有限公司。